

在日常工作中,我们会收到了不少关于焊接问题的客户查询。在焊接过程中,客户会出现在一些莫名其妙的焊接缺陷, 这些焊接缺陷产生的原因各不相同。在实际的SMT贴片加工或插件焊接中,我们一般会采取一些方法来避免这一些焊接不良现象的发生。那么常见的焊接不良导致的产品故障有哪些呢?让我试着给大家做一些简单的介绍。

理想焊点拥有非常良好的表面润湿性,即熔融焊料在被焊金属表面上应铺展,并形成完整、均匀、连续的焊料覆盖层。正确的焊锡量,应该足够覆盖焊点而不会过多或过少。
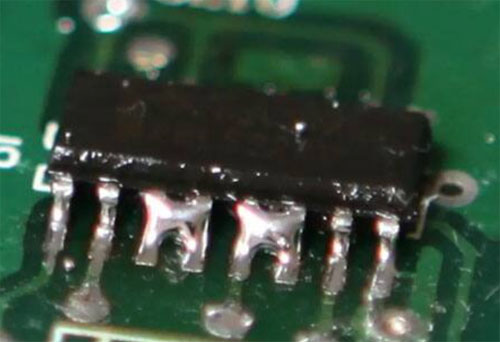
常见的焊接初学者以为焊料越多越好,但是过多的焊料会使得元件焊端和引脚周围被过多的焊料包围,或焊点中间含有气泡,其特点是圆形和凸起的形状。可是,很难知道在焊料下面实际发生了什么,引脚和焊盘存在没有被正确润湿的可能性。这样,一方面会浪费焊料,一方面会增加桥接形成的风险 (即两个焊点连接时形成意外连接,或导致电路板短路)。
所以,足够的焊料已經足以彻底润湿引脚和焊盘,更重要是掌握好焊接的温度和时间。此外,要留意焊盘和阻焊层之间有只有少数的空间。

此外,最好防止桥接的形成是使用正确的引线长度。 适合的引线长度取决于PCB板的尺寸和厚度以及元件的尺寸和质量; 此外,您应该为通孔零件使用正确的孔尺寸和焊盘直径。
焊球也是最常见的焊接不良之一,通常发生在波峰焊或回流焊中。它看起来像一个小圆球,自身粘附在PCB板、抗蚀剂表面上。
1. 焊接PCB板时,PCB板上通孔附近的水分会因受热而变成蒸汽。如果孔壁的金属镀层较薄或有间隙,水蒸气会通过孔壁被去除。如果孔中有焊料,水蒸气可能会挤出焊料并在印制板的正面产生焊球。
2. PCB板背面(与波峰焊接触面)产生焊球是波峰焊某些工艺参数设置不当造成的。如果助焊剂涂敷量增加或预热温度设置过低,可能会影响助焊剂中成分的蒸发。当PCB板进入波峰时,多余的助焊剂会在高温下蒸发掉,焊锡会从锡槽中飞溅出来。印制板表面或会产生不规则的焊球。
这通常是由于传递到焊点的热量不足以使焊料完全熔化,其中一个原因,是烙铁或焊点本身可能没有正真获得足够的时间来充分加热,烙铁温度可能没有设置得足够高以熔化正在使用的焊料类型(例如,Chip Quik的RASWLF.031 1OZ无铅焊料熔点是217 - 220°C),或者这可能是焊盘和走线本身设计的结果。例如,一个焊盘直接连接到接地层而没考虑散热问题,而导致焊盘的散热到接地层。如果您发现顽固的焊点无法液化,那么要看看设计上出没出现问题。

“立碑"现象通常出现在表面贴装元件上,如电阻器或电容器。理想情况下,焊料在焊接过程中将附着在两个焊点上并开始润湿。 但是如果一个焊点上的焊料没有完全润湿,元件的一侧就会倾斜,使得电阻器或电容器一侧从焊点上被提起来,像一块“墓碑”。

2. 焊盘设计:焊盘的走线向外伸长要根据规格书规定的范围,太短或太长都易发生立碑现象。
4. 温度曲线设置:立碑一般发生在焊点开始熔化的时刻,熔点附近的升温速率越慢越有利于消除立碑现象。
如果焊盘未完全润湿,这样元件不能与电路板形成牢固的连接。理想情况下,焊料应与焊盘和引脚实现 100% 润湿,不留任何间隙或空间暴露。引脚和焊盘的润湿不足是由于未能对引脚和焊盘加热,并且没有给焊料足够的时间流动,会造成虚焊。
其原因大多是焊接区表面受污染,或被阻焊剂沾污,或接合物表明产生金属氧化层。 解決此问题是需要彻底清洁电路板并均匀加热焊盘和引脚。

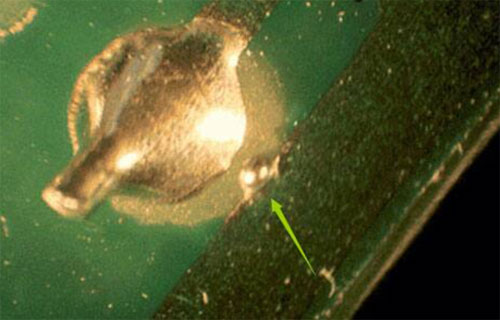
针孔与气孔是有区别的。针孔是在波峰焊焊点上发现小孔,气孔则是焊点上较大孔可看到内部;针孔内部通常是空的,气孔则是内部空气完全喷出而造成大孔,其形成原因是焊锡在气体尚未完全排除即已凝固,而形成此问题。

在波峰焊过程中可能会形成针孔和气孔,而不是由手工焊接技巧不佳造成的。 在焊接操作的流程中,电路板内的水分被加热成气体,当它仍处于熔化状态时,会通过焊料逸出。 当焊点凝固时气体继续逸出,就会形成空隙。 电路或会暂时导通,但很容易造成长时间导通不良。 避免此问题的一些方法是可通过预热电路板以去除水分,同时建议让通孔处具有約 25 μm的最小鍍銅厚度
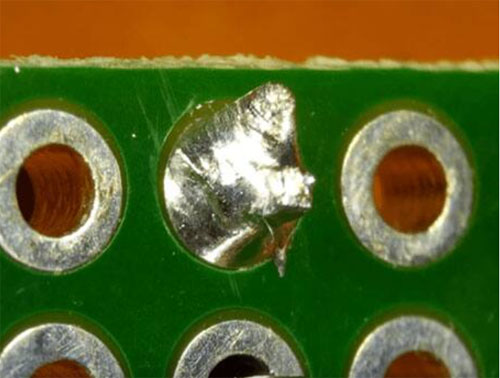
焊接时间过长或反复焊接造成温度过高,又或是焊盘的位置受力过大,因此导致焊盘剥离。已剥离的焊盘很难再使用,因为焊盘非常脆弱并且很容易从走线上脱落。 事实上,这块PCB板已经损坏。

如果想补救焊盘脱落,可以将脱落的焊盘用刀切掉切到未脱落处,防止电路顺着脱落处扩大,如果你的元件引脚够长,可以将切断后的电路接头处的绝缘漆刮掉,上好焊锡将元件的引脚焊接在此处。如果你的元件引脚不够长,你能够正常的使用一段细导线上好焊锡顺着焊盘孔穿过后焊接在元件引脚,另一头焊接在焊盘接头处并使用热熔胶固定防止再次开焊脱落。
如果焊盘脱落,可优先考虑选择飞线的方式,将导线一头焊接在脱焊的元件引脚上,另一端焊接在和脱焊的焊盘相连的任意焊点上。还有搭桥的方式,要是脱焊的焊盘元件引脚周围有同一线路上的元件,你可以直接将元件引脚焊接在那个元件的引脚上,废弃原焊盘,当然,焊接的时候肯定看清不能焊串位防止烧坏元件。
本站部分文章为转载或网友发布,目的是传递和分享信息,并不意味着本网赞同其观点和对其真实性负责;文章版权归原作者及原出处所有,如涉及作品内容、版权和其它问题,我们将根据著作权人的要求,第一时间更正或删除。
英飞凌推出全新采用TO-247-3-HCC封装的TRENCHSTOP 5 WR6系列,带来更佳的系统可靠性
【汽车底盘展】2020AMEE上海国际汽车人底盘系统与制造工程技术展10月相聚上海
ALPHA® SnCX Plus 07用于波峰焊及选择性焊接的无银合金
